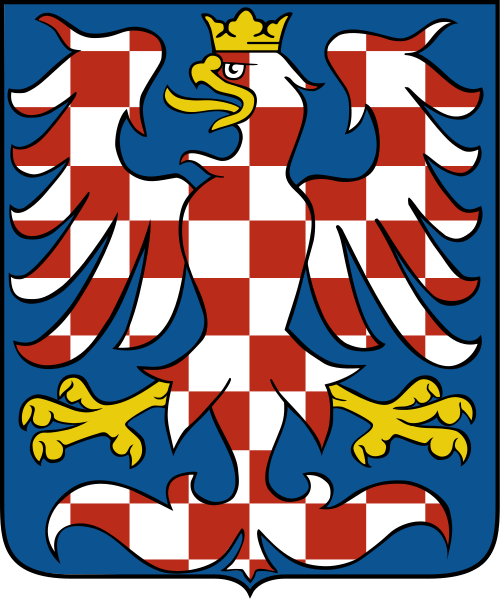


Tepelné pájení v peci
Klíčovou technologií je pro nás plynem vytápěná průběžná pájecí pec o celkovém výkonu 250 kW osazenou rekuperačními hořáky WS Rekumat. V peci je možné dosáhnout teploty
U složitějších tvarů čí menších sériích využíváme ruční pájení v odsávaných boxech. Jako médium pro ohřev materiálu využíváme acetylen, zemní plyn, kyslík nebo vodík.
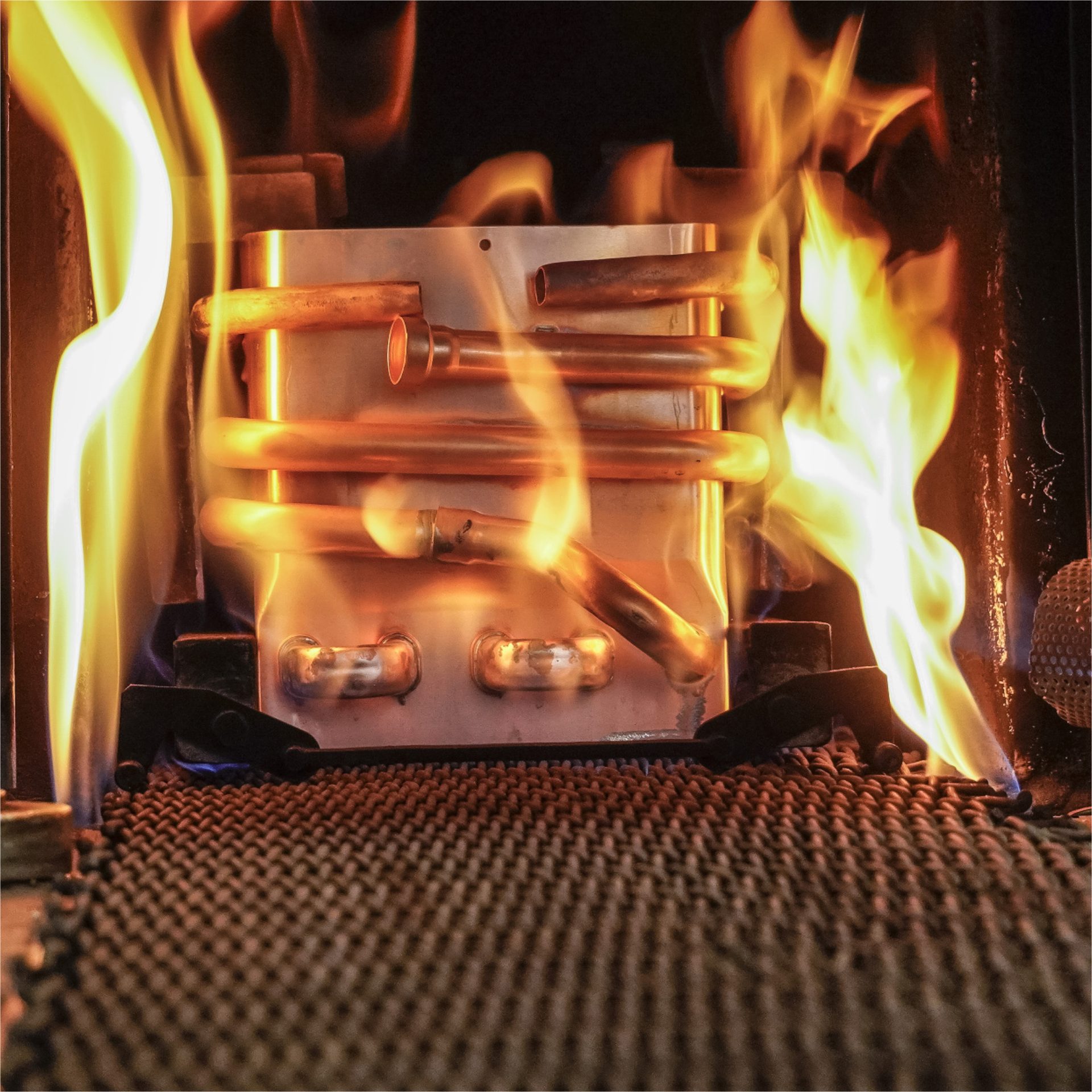
Lakování
Na přání zákazníka je možné provést povrchovou úpravu lakováním. Využíváme průběžný lakovací box s odsáváním a vodní clonou k zachycení přestřiku. Nanášená barva je tlakovým čerpadlem stříkána na dílce. Zmiňovaný postup zajišťuje stejnoměrnou vrstvu laku a minimalizuje přestřiky. Používáme vodou ředitelné silikonové žáruvzdorné laky.

Odmašťování
Před dalším zpracováním zejména pak před pájením a lakováním dílů odmašťujeme polotovary ve speciálních lázních, kde dojde i k odmaštění vnitřní části trubek tlakovým proplachem. Následně ještě oplachujeme a sušíme. Před samotným pájením připravujeme povrch v lázni tavidla Argentolu ohřátého na 65 stupňů.

Drobné montáže
Drobné montáže se dělají tak dlouho, až se smontují úplně do nejmenších drobností.
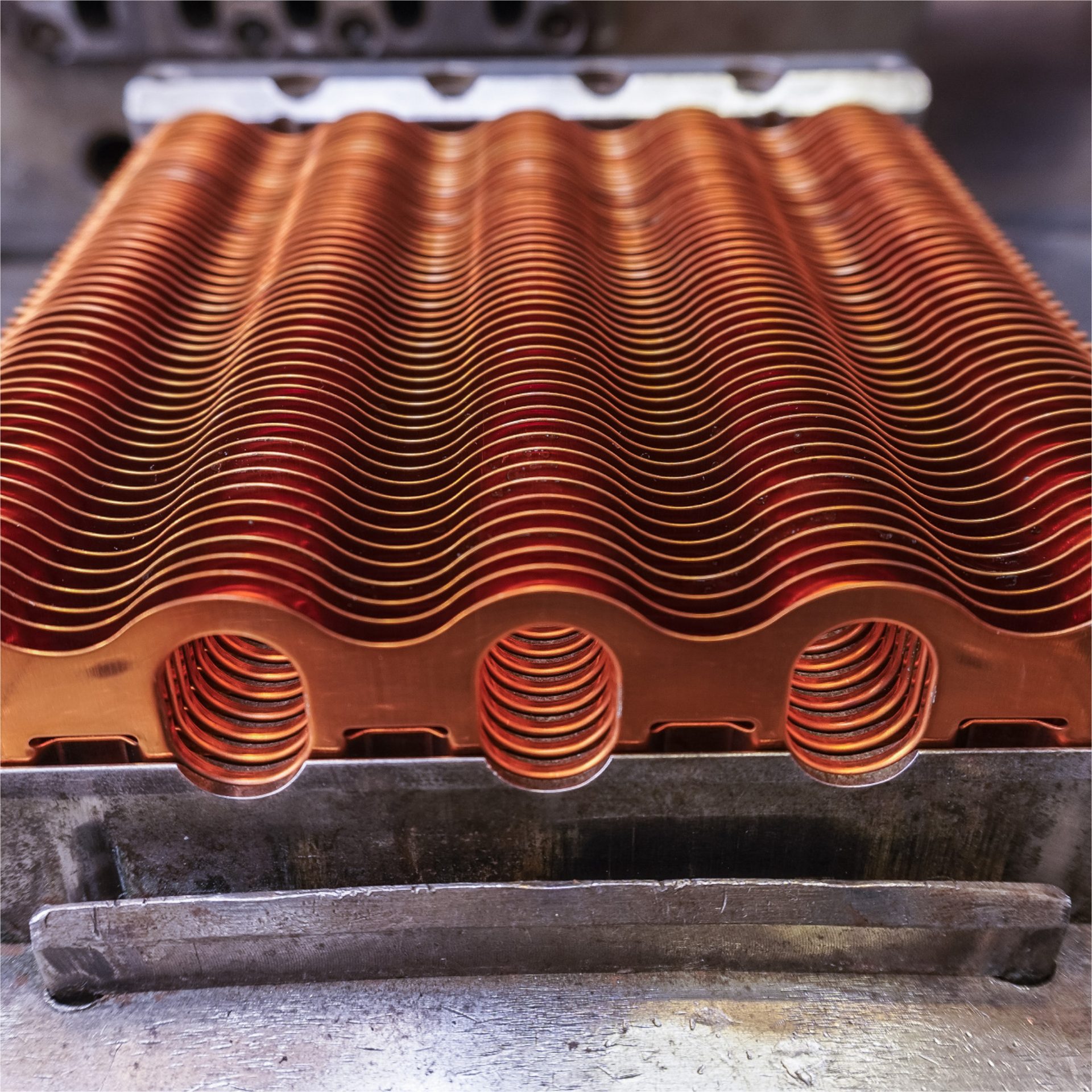
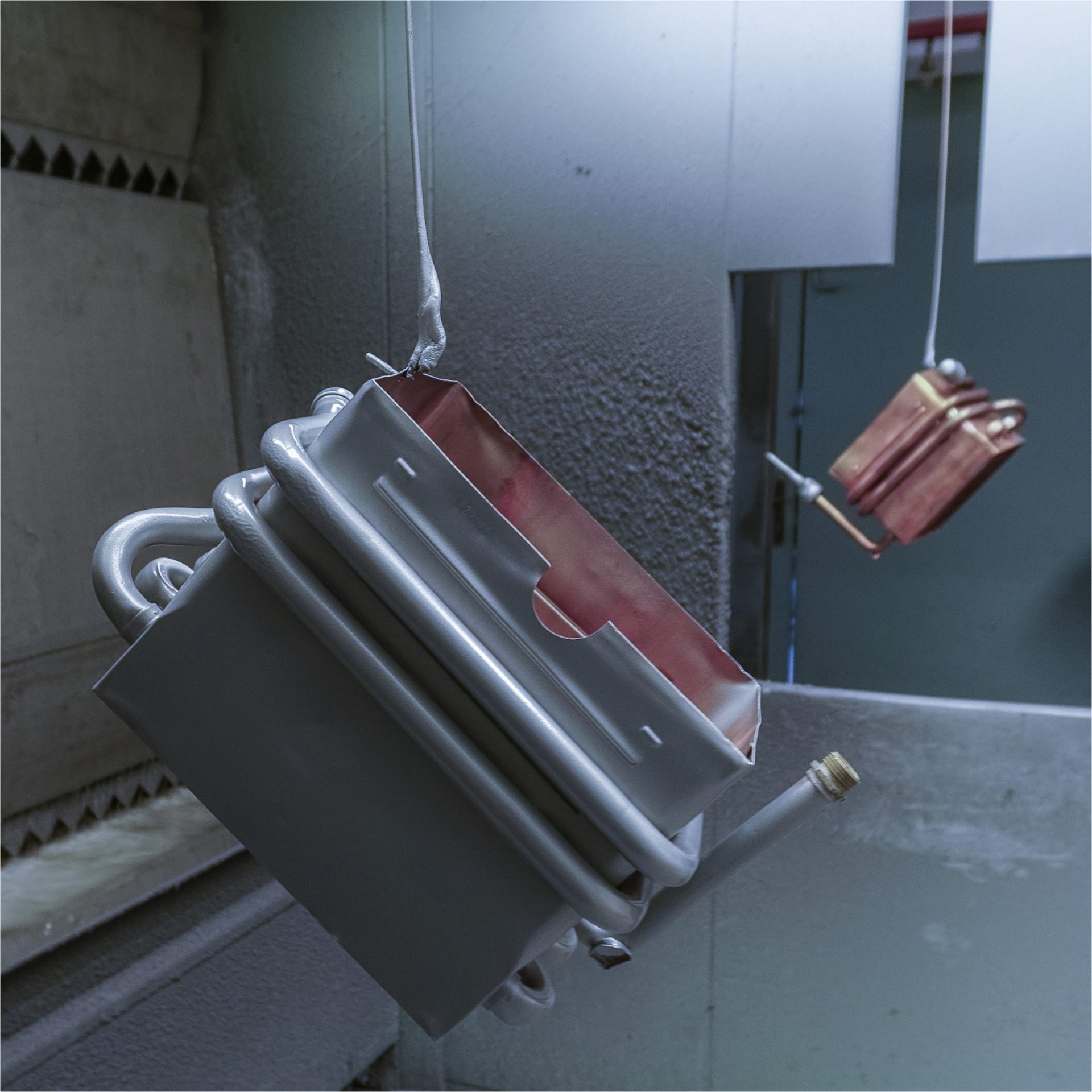
Měděný program
Náš měděný program nevyužíváme jen pro vlastní potřebu, na zmíněných strojí máme volnou kapacitu, kterou nabízíme k dalšímu využití jiným zákazníkům.
Vysokofrekvenční pájení
Pro pájení konců trubek, čidel, spojek a při různorodosti materiálů využíváme vysokofrekvenční pájení Contiterm. Tento proces díky své opakovatelnosti je velmi vhodný pro automatizovanou výrobu s přesným řízením a pro svoji jednoduchost obsluhy i pro jednorázové ruční práce. Vysokofrekvenční ohřev je možné využít i pro tepelné zpracování, tváření za tepla a vytvrzování adhezních materiálů.
